Рассмотрим популярные технологии 3D печати:
* печать расплавленным пластиком,
* порошком,
* лазерное спекание,
* фотополимером.
Печать расплавленным материалом (пластиками)
Похоже, это самый простой и поэтому — наиболее популярный метод среди любительских 3D-принтеров.
http://www.youtube.com/watch?v=FY4KoT7-vwk
Принцип работы: 3D-принтер представляет собой станок с 3-мя осями, печатающая головка закреплена на координатной системе станка. Печатающая головка передвигается по координатам X/Y, расплавленный пластик выдавливается из тонкого (0.25-0.75мм) сопла и застывает. Напечатав текущий слой, принтер изменяет координату Z (опускает платформу/поднимает головку) и печатает следующий слой.
Такая печать напоминает работу клеевого пистолета: с одного конца пистолета толкается пластиковый пруток, а на другом конце он разогревается до текучего состояния и выдавливается в место склейки.

Печатающая головка принтера состоит из двух частей, которые, обычно, продаются отдельно — экструдер (wade`s extruder ) и горячий наконечник (hot end)
экструдер состоит из корпуса, шестерен привода, шагового двигателя, и подающего болта (hobbed bolt) смонтированного на подшипниках.
Работает просто: болт вращается, поперечной насечкой впивается в пруток и проталкивает его в горячий наконечник
устройство горячего наконечника:
сопло (nozzle), обычно из латуни — калиброванное отверстием 0.25 /0.35 / 0.5 (типовое)/ 0.75 , бывают под пруток 3 мм и 1.75 мм
сопло греет нагревательный элемент (heated) — раньше использовалась нихромовая проволка, а теперь — чаще керамический резистор.
нагреватель с соплом контролируется термодатчиком (termal sensor).
Чтобы после печати расплавленный пруток не залип в податчике к соплу этот податчик делают из тефлона ( PTFE(Teflon) tubing )


Важное различие между принтерами
Основная разница между принтерами заключается в том:
* как реализовано передвижение по 3-м осям,
* как подается материал,
* подогревается столик или нет,
* поддерживается ли печать 2-мя материалами.
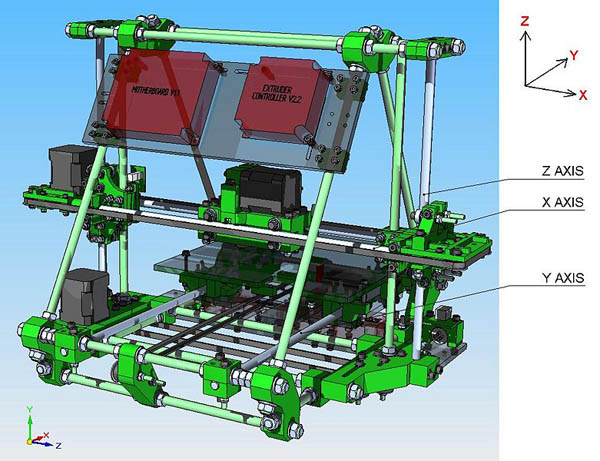
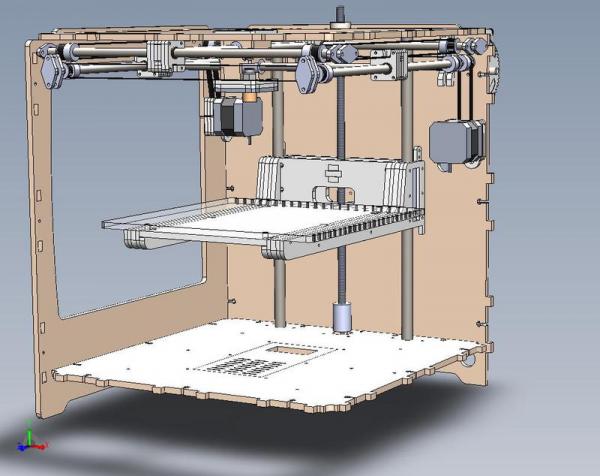
Принтеры семейства RepRap передвигают головку только по оси X. Платформа с объектом перемещается по Y. По оси Z перемещается конструкция из печатающей головки и привод по оси X. Не совсем понятно, почему выбрали такой тип перемещения, т.к. из-за перемещения такой массы страдает точность и скорость печати.
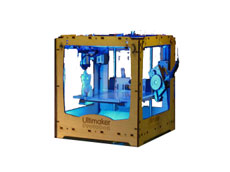
В Ultimaker и последней версии Makerbot, печатающая головка принтера передвигается по двум осям (X/Y) вверху аппарата, а платформа с изделием опускается постепенно вниз (по оси Z). Благодаря этому достигается высокое качество и скорость печати (может быть до 10 раз выше чем у RepRap Mendel).
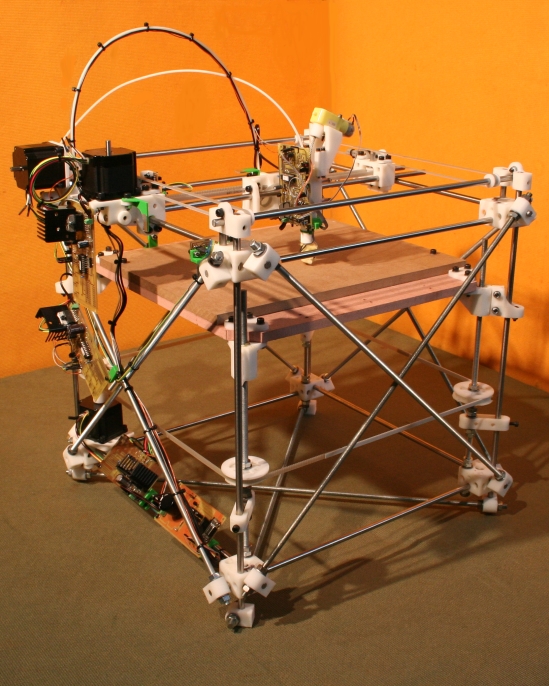
Кроме обычных схем, унаследованных от CNC станков есть эксперименты с дельта-роботами.

Пластик

Для печати используют разные пластики. Самые популярные это ABS, из которого сделаны большинство игрушек, и PLA — биоразлагаемый пластик, из которого делается упаковка и одноразовая посуда, а так же PCL.
Дополнительно используются специальные виды лпастиков, которые растворяются в воде (PVA) или специальном растворителе. Таким пластиком можно печатать вспомогательные структуры, которые по окончании удаляются.
Для печати двумя цветами или одним цветом со вспомогательным материалом используется принтер с двойным экструдером. На сегодня эта технология в любительских принтерах еще не отработана. STL формат, избранный в качестве стандартного среди любителей, не поддерживает несколько цветов.
Пластик для печати продается бухтами в виде прутка различного диаметра (ценой порядка 40-60$ за кг). У разных видов пластика (даже одного вида пластика, но разных цветов) — разный диапазон рабочих температур. Для поддержания оптимальной температуры используется термодатчик.
Для обеспечения точности печати, деталь не должна двигаться с места, поэтому делают так, чтобы она прилипала к поверхности платформы.
Так как пластиковая деталь печатается долго, то и остывает она неравномерно. Слои напечатанные раньше — остывают раньше. Поэтому, деталь стремиться деформироваться (изогнуться).
Так же, с одной стороны прилипание должно быть достаточно сильно, чтобы не дать оторваться детали от платформы при остывании, с другой — достаточно слабо, чтобы можно было оторвать ее руками по окончании процесса не повредив.
Поэтому, платформа для работы с пластиком ABS делается подогреваемой и на платформу клеят термоскотч(каптоновую ленту).
В профессиональных принтерах процесс вообще происходит в закрытом боксе, где поддерживается высокая температура обеспечивая медленное остывание и лучшее прилипание пластика.
Как с весом прочностью у получающихся деталей?
Вес получается достаточно низкий и зависит от степени заполнености внутренности делали.
Например, полный набор деталей для RepRap Prusa весит меньше 300 грамм при 20% заполнении:

По прочности: есть заметная анизотропия — деталь получается очень прочной в двух направлениях из трёх. На разрыв между слоями она довольно таки хлипкая.
Печать порошком
Технология позволяет печатать с высоким разрешением несколькими цветами одновременно и используется в профессиональных принтерах компании ZCorp.
Принцип работы: тонким слоем насыпается мелкодисперсный порошок, затем слой выравнивается, потом идёт головка и, как в струйном принтере, поливает порошок окрашенным в нужный цвет связующим. Затем всё повторяется. По окончании, остатки порошка выдувают и все готово. Дополнительный материал, чтобы поддерживать свисающие элементы, здесь не требуется — его роль играет порошок, который равномерно заполняет емкость и служит в качестве подпорки для последующих слоев. Принтеры стоят от 15k$ (монохромный ZPrinter 150), цветной ZPrinter 250 — от 25k$.
Лазерное спекание
Принцип работы практически ничем не отличается от печати порошком. Только вместо печатающей головки используется лазер спекающий порошок вместо связующего.
Таким способом можно делать изделия и из тугоплавких материалов, но придётся использовать лазер помощнее.
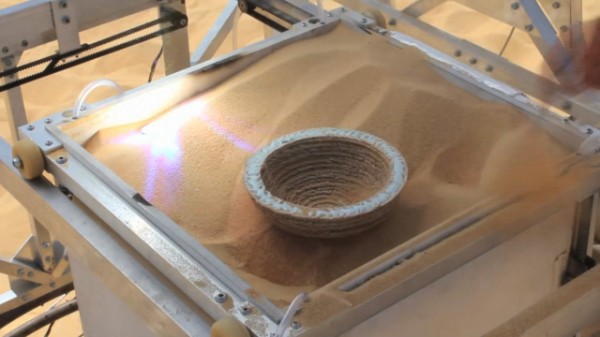
В 2011 году, Markus Kayser продемонстрировал проект солнечного 3D-принтера. Вместо спекаемого порошка он использовал песок в пустыне, а вместо лазерных лучей использовал большую линзу Френеля, которая концентрировала солнце в точку и плавила песок.
В качестве насыпающего и выравнивающего устройства выступал автор проекта.
Координатная система принтера и компьютер работали от солнечных батарей.
Результат работы принтера — вот эта чаша:
Видео работы:
Печать фотополимером
Принцип работы: проецируем на смолу срез модели, и она застывает там, где была освещена. Поднимаем модель, добавляем смолы, засвечиваем следующий срез и т.д.
Этот метод печати встречается как среди любителей, так и в лабораториях благодаря простоте устройства и точности получаемого результата.
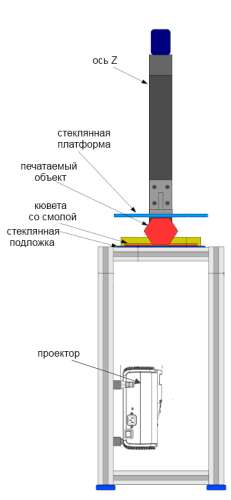
Кювета с фотополимером и стеклянным дном, на которое проектор снизу проецирует изображение (срезы объекта). Софт переключает картинки на проекторе и постепенно поднимает стеклянную платформу на которой растёт объект. По мере расходования, фотополимер доливается в кювету. Сверху аппарат обычно закрывается колпаком не пропускающим определенный спектр, чтобы избежать паразитной засветки.
3D Printer High Resolution — DIY
Существует много различных фотополимеров. Стоят они по-разному, имеют разное время активации и реагируют на разную длину волны света. Поэтому, при создании принтера надо сначала подбирать материал и лампу для засветки. Вместо проектора можно использовать лазер (фонарь с узким лучом) и систему развёртки. Тогда срез нужно будет рисовать лазером как в технологии лазерного спекания.
Средняя цена за расходный материал для подобных принтеров порядка нескольких сотен $ за литр (300$ за литр). Но имеется и дешевый вариант — около 20$ за литр.
Highres 3d printer The workgroup of high resolution 3d printers developers
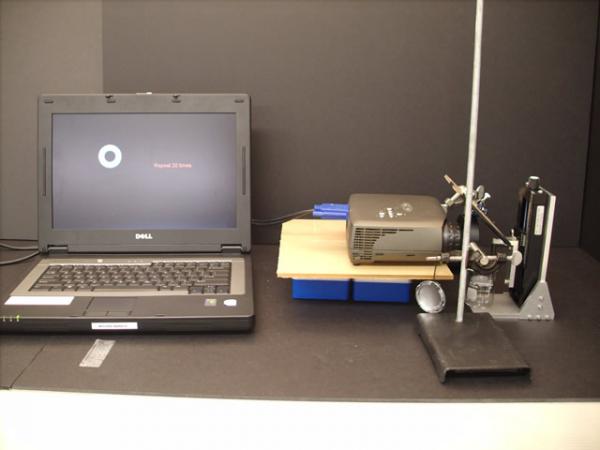
https://nano-cemms.illinois.edu/materials/3d_printing_full — серия видео-роликов, процесса простой фотополимерной 3D печати:
полимер налит в стакан и обычный проектор засвечивает полимер сверху через зеркало. Платформа на которой выращивается объект прикреплена к маленькому штативу и опущена в стакан. Вручную на проекторе меняются картинки срезов и постепенно опускается платформа. По окончании процесса объект получается погружен в смолу. Далее он извлекается, промывается и обсушивается. Печать происходит со скоростью несколько миллиметров в час.
Ссылки
Краткий экскурс в методы 3D печати
3D принтер RepRap Mendel Prusa — опыт заказа/сборки
учимся печатать в 3д